Vår process
Enkel att följa

Ankommande gods - ankomstkontroll
Vid ankomst kontrolleras översiktligt allt gods.

Påhängning
Upphängning på godsbärare. Kontroll av hålpositionering samt håltagning (slutna hålrum innebär risk för explosion i zinkgrytan)
Avfettning
Avfettning sker i ett alkaliskt bad.

Betning
Avlägsnande av oxidskikt på stål sker genom betning i järnklodbaserade bad, som även innehåller en viss procent saltsyra.

Flussning enligt den ”torra metoden”
Flussens uppgift är att avlägsna återbildad oxid och att förhindra återoxidering av gods under tiden fram till ”doppet” i grytan.

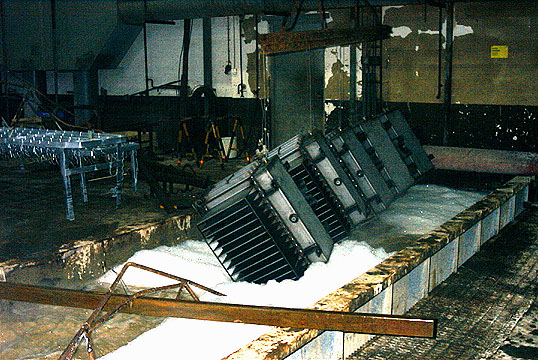
Zinkbadet
Zinksmältans temperatur vid varmförzinkning är 450–460°C.

Efterbearbetning
All efterbearbetning utförs, om inte annat överenskommits, enligt branschstandard E 22. Vi utför även särskild bearbetning som rensning av hål, gängning eller annan putsning till mått
Övriga förekommande åtaganden är:
- Gängning
- Montering
- Annan kompletterande bearbetning
- Tillverkning
- Målning (våtlack och pulver) efter varmförzinkning (så kallad Duplex)
- Transportlösningar
- Direktleverans till slutkund
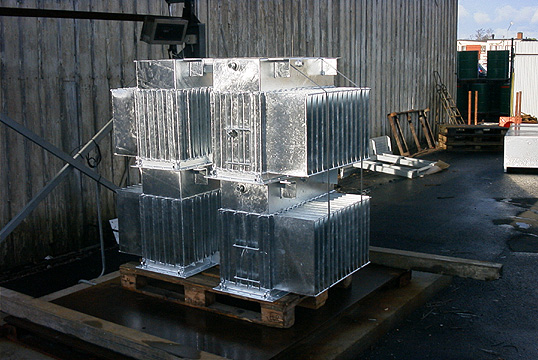
Utvägning
Efter genomförd godkänd efterbearbetningskontroll vägs godset ut. Därefter placeras godset på speciella platser för avgående gods.

Uppställning – lagring av gods
Uppställning av gods kan ske i tälthall och lagerbyggnad. Vi kan hålla avropslager och ombesörjer logistiklösningar och utleveranser till slutkund.
